
Mixed Flow Pump
Mixed Flow Pump


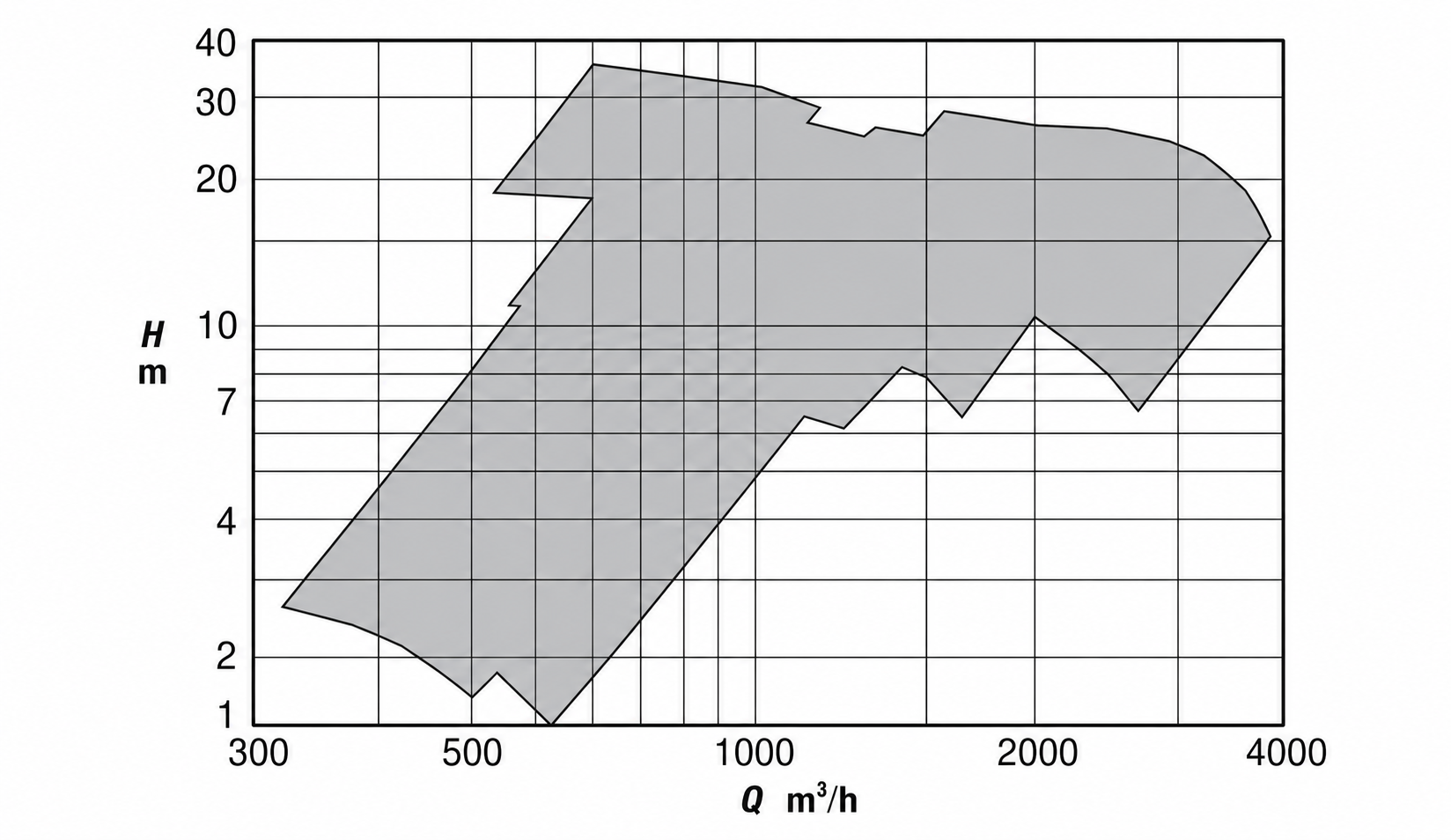
- RANGE
- Capacity to 370 m3/h
- Head 35 m
- Temperature to 120°C
- Pressure to 850 KPa
- FEATURES
- Heavy wall casing with class 150 flanges
- Tangential discharge casing with highly efficient mixed flow impeller design yield high efficiency
- Deep groove ball bearing at IB, and a thrust ball bearing followed by deep groove ball bearing at OB for long life
- Greater quality control and accuracy in production of every pump with the modern machining operations
- SERVICES
- Treatment Plants
- Pumping Stations
- Evaporator Circulation
- Paper mill waste
- Dirty water and slimes
Why Choose Our Pumps
We deliver high-performance industrial pumps designed for efficiency, durability, and consistent fluid handling. Our pumps are engineered to operate reliably in demanding environments, ensuring smooth flow, energy efficiency, and long service life across various industrial applications.
- Wide range of pumps for diverse industrial and commercial applications
- Engineered for high efficiency and consistent performance
- Built with robust materials for long-lasting durability
- Trusted for reliable operation in critical processes
How This Works
Product Selection
Choosing the right pump depends on flow rate, pressure requirements, type of fluid, and operating conditions. Our experts help you select the most suitable pump based on your specific needs.
Engineering & Customization
Yes, we provide customized pump solutions, including design modifications, material selection, and performance optimization to meet unique industrial requirements.
Quality Inspection
Our pumps undergo rigorous quality testing, including performance testing, pressure checks, and durability assessments to ensure reliable and efficient operation.
Packaging & Delivery
We use secure packaging methods to protect pumps during transit. Our logistics network ensures timely delivery across domestic and international locations.
After-Sales Support
Yes, we offer complete after-sales support, including installation guidance, maintenance assistance, and technical support to ensure long-term performance and reliability.
Pumps
Product TDS


Why Our Valves Stand Out
We combine engineering excellence with industry expertise to deliver valves that perform under pressure.
Industry-Grade Quality
High quality valves built to meet strict industrial performance standards
Tested & Certified
All valves are rigorously tested and certified for reliable performance
Trusted by Industries
Widely trusted by industries for consistent performance and long term reliability
Custom Solutions Available
Customized valve solutions designed to match specific industrial application requirements